




 Wechat: ANNIELV88
Wechat: ANNIELV88






How to make modern bulletproof vests?
Modern bulletproof vests are divided into two major systems: soft bulletproof vests and hard plate inserts. The process routes are significantly different. The following is the complete process and core technology.
1. Core Materials (Determining the Protection Level)
Aramid (Kevlar), Ultra-High Molecular Weight Polyethylene (UHMWPE/Dyneema) (anti-pistol/ballistic)
Alumina/Silicon Carbide/Boron Carbide ceramics, composite PE, metal plates
thermoplastic resin, waterproof film, buffer foam, wear-resistant outer cover fabric

The main materials are aramid (Kevlar) or ultra-high molecular weight polyethylene (PE). The core process is "laminating + hot pressing".
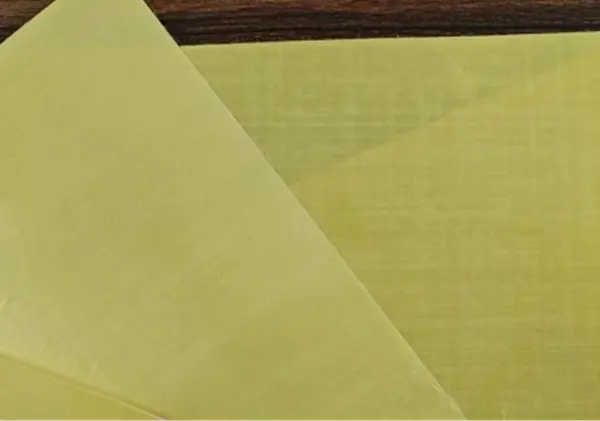
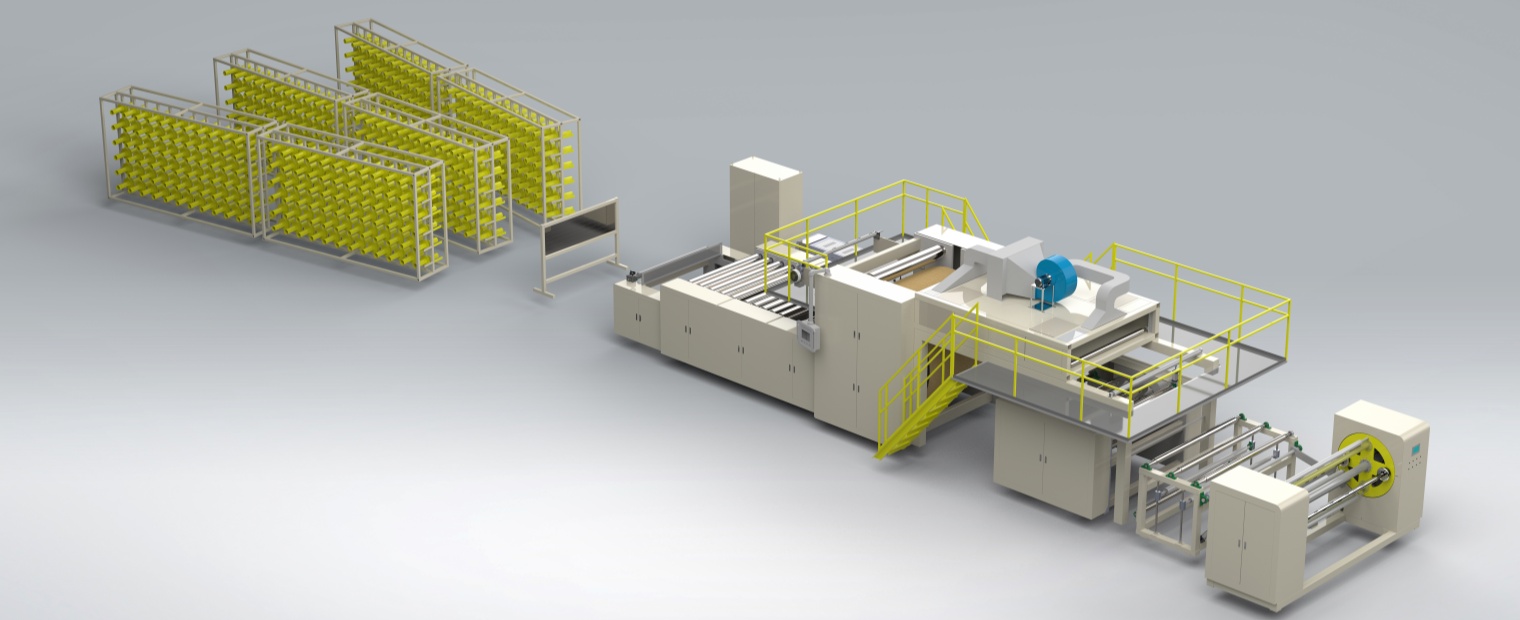
A) Fiber treatment: The fiber tow is evenly spread out through the fiber spreading device to form a unidirectional fabric (UD fabric).
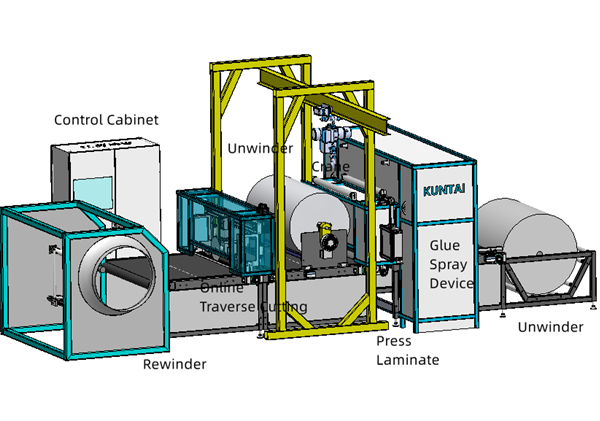
B) Gluing and Laminating: Evenly apply resin glue on the fibers, laminate it with the film, and then send it into the oven for heating and shaping to produce unidirectional bulletproof fabric.
C) Laminating: Multiple layers of unidirectional fabric are stacked in a 0°/90° orthogonal direction and pressed together in a hot press at a specific temperature (e.g., 120-125°C) and pressure (e.g., 20-50 MPa) to form a dense bulletproof chip or bulletproof plate.

- Woven fabric craft (traditional)
A) High-strength fiber woven plain/basket weave ballistic fabric
B) Multi-layer lamination, fixed by hot pressing / adhesive bonding
Key parameters: Soft armor typically has 20 to 40 layers and can stop 9mm pistol bullets at NIJ IIIA level.
Cut the bulletproof plates according to the pattern and vacuum dry to remove moisture (aramid is afraid of water).
Load into waterproof PE/nylon bags and seal with ultrasonic heat sealing.
- Outer cover: Wear-resistant nylon/camouflage fabric, cut, sewn, with pocket/velcro attachment
- Assembly: Insert the bulletproof plate into the outer cover, add a cushioning layer, shoulder straps, and adjustment buckles.
- Modular design: The front and back pieces can be quickly detached.
- Powder: Aluminum oxide / Silicon carbide / Boron carbide + Sintering aid
- Forming: Dry pressing / Isostatic pressing to form blanks
- Sintering: high-temperature (1600–2000℃) densification
- Finishing: Grinding, chamfering, anti-cracking coating
UHMWPE/aramid laminated plate, hot-pressed molding
Ceramic + back plate composite: adhesive bonding / molding in one step
- Waterproof film and wear-resistant shell included, to be placed in the outer cover pocket.
- Standards: NIJ III for rifle bullets, IV for armor-piercing bullets
Sewing: Outer cover + Bulletproof layer + Buffer layer + Inner lining
Adjustments: Shoulder straps, waist belt, Velcro, quick-release system
Inspection:
Ballistic test: Live fire shooting (V50, backface deformation ≤ 44mm)
Environmental testing: high and low temperature, damp heat, vibration
Validation of size and wearing comfort